









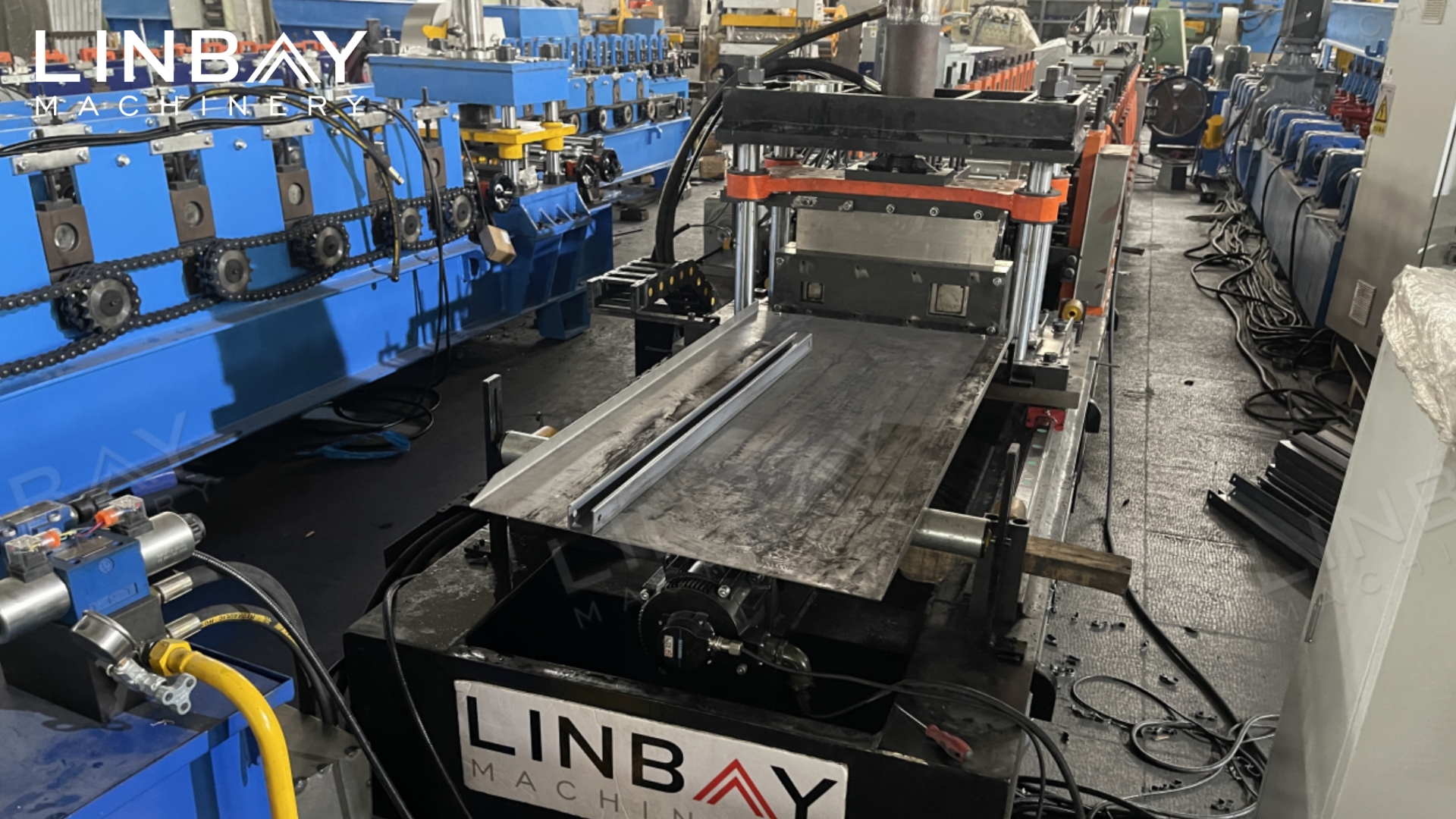
Machine de formage de brassement croisé à double rangée

La triangulation est une partie essentielle des structures de racks lourds, soutenant diagonalement entre deux montants. Elle empêche les racks de vaciller et maintient l'alignement sous de lourdes charges. Elle est généralement fabriquée à partir d'acier laminé à chaud, d'acier laminé à froid ou d'acier galvanisé d'une épaisseur de 1,5 à 2 mm.
La solution de production traditionnelle de la triangulation est la machine de cintrage. Et maintenant, la ligne de machine de formage par laminage, qui comprend le déroulage, le nivellement, le formage par laminage, le poinçonnage et la découpe, offre une plus grande automatisation, permet de réduire les coûts manuels et est devenue le choix préféré de nombreux clients.

Il existe différents styles de poinçonnage en fonction de la méthode d'installation :
Méthode d'installation 1 : Une seule entretoise est installée dans le montant du rack, nécessitant des trous pré-percés à la hauteur de l'entretoise pour l'installation par vis.
Méthode d'installation 2 : Deux entretoises sont installées dans le montant du rack, également nécessitant des trous pré-percés au bas de l'entretoise pour l'installation par vis.
Organigramme : Dérouleur -- Alimentation servo -- Poinçonneuse hydraulique -- Guidage -- Machine de formage par laminage -- Découpe hydraulique en vol -- Table de sortie

Comparée à deux lignes de production en simple rangée, une ligne de production en double rangée peut vous faire économiser environ le coût d'une machine de formage, d'un dérouleur, d'une alimentation servo et de l'espace requis pour une ligne de production. De plus, contrairement aux changements de taille manuels sur une seule ligne, la structure en double rangée réduit le coût de temps pour le changement de taille, améliorant ainsi l'efficacité.
1. Vitesse de la ligne : 4-6 m/min, réglable
2. Matériau approprié : Acier laminé à chaud, acier laminé à froid, acier galvanisé
3. Épaisseur du matériau : 1,5-2 mm
4. Machine de formage par laminage : Structure en fonte
5. Système de propulsion : Système de propulsion par réducteur
6. Système de découpe : Découpe hydraulique en vol, la machine de formage ne s'arrête pas lors de la découpe
7. Armoire PLC : Système Siemens.
- Dérouleur hydraulique *1
- Alimentation servo *1
- Machine à poinçonner hydraulique*1
- Machine à former par rouleaux*1
- Machine à découper hydraulique*1
- Table extérieure*2
- Armoire de contrôle PLC*1
- Station hydraulique*2
- Boîte de pièces de rechange (Gratuit)*1
Dérouleur
L'arbre central du dérouleur supporte la bobine d'acier et sert de dispositif d'expansion, adapté pour les bobines avec un diamètre intérieur de 490-510mm. Le dispositif de bras pressant sur le dérouleur maintient la bobine en place pendant le chargement pour éviter qu'elle ne s'ouvre sous la tension interne, garantissant la sécurité des travailleurs.

Poinçon hydraulique et alimentation servo
Le poinçon hydraulique, alimenté par la station hydraulique, poinçonne des trous dans la bobine d'acier. Des entretoises transversales sont poinçonnées aux deux extrémités, soit sur la bride ou le bas, selon les exigences d'installation. Il existe des machines à poinçonner hydrauliques autonomes et intégrées. Le type intégré utilise la même base avec la machine à former par rouleaux, il interrompt les autres machines pendant le poinçonnage.

Cette ligne de production utilise la version autonome, permettant une opération continue du dérouleur et de la machine à former pendant le poinçonnage, assurant une production continue. La version autonome dispose d'un alimentateur servo, qui, entraîné par un moteur servo, minimise les retards de démarrage et d'arrêt, contrôlant précisément la longueur d'avance de la bobine pour un poinçonnage précis. Le mécanisme d'alimentation pneumatique à l'intérieur de l'alimentateur protège la surface de la bobine des rayures.
Guidage
Les rouleaux de guidage alignent la bobine et la machine pour assurer aucune distorsion pendant la formation, car la rectitude des entretoises transversales impacte la stabilité globale de l'étagère.
Machine à former par rouleaux

Cette machine à former dispose d'une structure en fonte et d'un système de boîte de vitesses. Il convient de noter que les deux rangées ne peuvent pas fonctionner simultanément. Pour des besoins de capacité de production plus élevés, nous recommandons une ligne séparée pour chaque taille.
Découpe hydraulique en vol
Le design 'en vol' permet à la base de la machine de découpe de se déplacer le long d'une piste, permettant une alimentation continue de la bobine à travers la machine à former sans s'arrêter pour la découpe, améliorant ainsi la vitesse globale de la ligne.

La lame de découpe doit correspondre à la forme du profil, nécessitant une lame séparée pour chaque taille.
Dispositif Optionnel: Soudeuse à Cisaillement et à Encolure
La soudeuse à cisaillement combine les fonctions de cisaillement et de soudage, joignant de nouvelles et anciennes bobines d'acier pour réduire les déchets de matériaux, le temps de changement de bobine et la difficulté de réglage. Elle utilise le soudage TIG pour des joints lisses et plats.
Station Hydraulique
La station hydraulique est équipée de ventilateurs de refroidissement pour une dissipation efficace de la chaleur, garantissant un fonctionnement ininterrompu et une productivité accrue. Elle est connue pour ses taux de défaillance faibles et sa durabilité.
Armoire de Commande PLC et Codeur
Le codeur convertit la longueur mesurée de la bobine en signaux électriques pour l'armoire de commande PLC. L'armoire de commande gère la vitesse de production, la quantité par cercle et la longueur de coupe. Avec un retour précis du codeur, la machine de découpe maintient une erreur de découpe dans la plage de ±1mm.
| Machine de Formage de Supports | ||
| Matériau Usinable : | A) Acier zingué | Épaisseur(MM): 0.9-2 |
| B) Acier laminé à chaud | ||
| C) Acier laminé à froid | ||
| Limite d'élasticité : | 200 - 350 Mpa | |
| Contrainte de traction : | G200 Mpa-G350 Mpa | |
| Dérouleur : | Dérouleur manuel | * Dérouleur hydraulique (Optionnel) |
| Système de poinçonnage : | Poste de poinçonnage hydraulique | |
| Poste de formage : | 14 stands | * Selon vos dessins de profil |
| Marque du moteur principal : | Shanghai Dedong (Marque Chine-Allemagne) | * Siemens (Optionnel) |
| Système de propulsion : | Transmission par chaîne | * Transmission par réducteur (Optionnel) |
| Structure de la machine : | Poste de panneau mural | * Fonte (Optionnel) |
| Vitesse de formage : | 10-15 (M/MIN) | |
| Matériau des rouleaux : | Acier #45, chromé | * GCr 15 (Optionnel) |
| Système de découpe : | Post-découpage | * Pré-découpage (Optionnel) |
| Marque de variateur de fréquence : | Yaskawa | * Siemens (Optionnel) |
| Marque de PLC : | Panasonic | * Siemens (Optionnel) |
| Alimentation : | 380V 50Hz 3ph | * Ou selon vos exigences |
| Couleur de la machine : | Bleu industriel | * Ou selon vos exigences |
1. Q: Quels types d'expérience avez-vous dans la production de cadres de renforcement machine de formage à rouleaux ?
R: Nous avons exporté ligne de production de rack à palette au Pakistan, Mexique, Pérou, Égypte, Australie et Royaume-Uni, etc. Dans le système de palettisation d'entrepôt , nous sommes en mesure de fabriquer Machine de formage à rouleaux de poutre verticale , Machine de formage de poutre en caisson , S poutre en étape machine de formage et machine de formage de panneau d'étagère etc. Nous sommes confiants pour résoudre votre problème d'étagère.
2. Q : Combien de tailles cette machine peut-elle produire ?
R : Nous adoptons une structure en fonte ou en console avec un système de changement automatique de largeur et de hauteur. Pour poutre de rack vertical , nos clients fabriquent généralement 3-4 tailles dans une seule machine. Nous vérifierons vos dessins de profil pour répondre à vos besoins. De cette manière, nous réduirons considérablement vos coûts et votre temps.
3. Q : Quel est le délai de livraison de votre machine de formage de renforcement ?
R : 80 à 100 jours en fonction de votre dessin.
4. Q : Quelle est la vitesse de votre machine ?
R : La vitesse de travail de la machine dépend du dessin, en particulier du dessin de poinçonnage. Normalement, la vitesse de formage est d'environ 20 m/min. De plus, compte tenu des trous de poinçonnage complexes, nous vous recommandons d'utiliser une ligne de poinçonnage séparée pour augmenter la vitesse de production, et cela est plus rentable
5. Q : Comment contrôlez-vous la précision et la qualité de votre machine ?
R : Notre secret pour produire une telle précision est que notre usine a sa propre ligne de production, du poinçonnage aux rouleaux de formage, chaque pièce mécanique est réalisée indépendamment par notre usine-même. Nous contrôlons strictement la précision à chaque étape, de la conception, du traitement, de l'assemblage à la maîtrise de la qualité, nous refusons de prendre de raccourcis.
6. Q : Quel est votre système de service après-vente ?
R : Nous ne hésitons pas à vous offrir une garantie de 2 ans pour l'ensemble des lignes, 5 ans pour le moteur : S'il y a des problèmes de qualité causés par des facteurs non humains, nous nous en occuperons immédiatement pour vous et nous serons prêts pour vous 7X24H. Un achat, une vie entière de soins pour vous.









-
Table extérieure
-
Non-alimenté

-
Empileur automatique

-
-
Découpage
-
Découpage à la scie

-
découpage rapide à la flyte

-
-
Conduite
-
système de conduite à chaîne

-
système de conduite à boîte de vitesses

-
Boîte de vitesses avec accouplements

-
-
Supports
-
Supports Torri

-
Supports en fer forgé

-
Panneau mural

-
règle

-
-
Poinçonnage
-
Poste de poinçonnage hydraulique

-
Système de poinçonnage rapide à rouleaux

-
Presse à poinçonner

-
-
Alimentation
-
Alimentateur à servomoteur

-
Nivellement

-
-
Débobineur
-
Débobineur motorisé et hydraulique

-
Débobineur motorisé à double tête

-
Débobineur manuel

-



















Produits connexes












