








Machine de formage de poutres en caisson entièrement automatique



Un profilé en caisson est un type robuste de profilé de rayonnage conçu pour un usage intensif utilisation. Dans ce cas, nous présentons un type de profilé en caisson à deux pièces . Typiquement fabriqué à partir d'acier laminé à froid ou d'acier laminé à chaud d'une épaisseur de 1,5 - 2mm, il subit laminage et est ensuite revêtu pour une combinaison d'apparence esthétique et de durabilité à long terme. Deux pièces de profils en acier en forme de C sont solidement assemblées pour créer une structure tubulaire. La machine de laminage à froid est la solution la plus couramment choisie pour produire le profilé en caisson.
Diagramme de flux

Dérouleur manuel -- Guidage -- Nivellement -- Pré-coupe hydraulique -- Machine de laminage -- Coupe hydraulique en vol -- Plateforme -- Machine d'assemblage -- Table de sortie
Principaux paramètres techniques
- Vitesse de la ligne : 0-4 m/min, réglable
- Profils : Plusieurs tailles - même hauteur de 50mm, et différentes largeurs de 80, 100, 120mm
- Épaisseur du matériau : 1,5-2mm
- Matériau approprié : Acier laminé à chaud, acier laminé à froid, acier galvanisé
- Machine de laminage : Structure en fonte et système de transmission par chaîne.
- Nombre de stations de formage : 18
- Système de découpe: Découpe hydraulique, le formeur à rouleaux ne s'arrête pas lors de la découpe.
- Changement de taille: Automatiquement.
- Armoire PLC: Système Siemens.
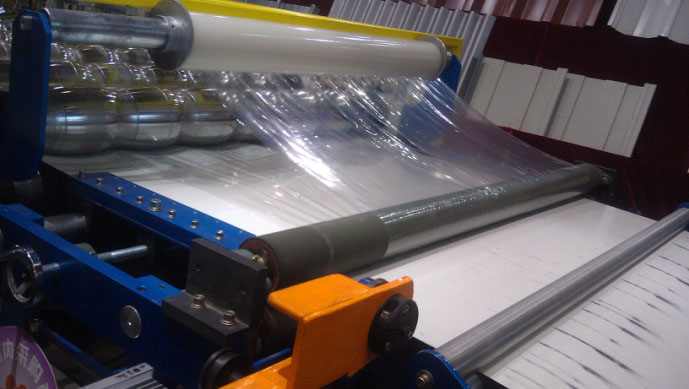
Débobineur manuel
Le débobineur manuel est équipé d'un système de freinage conçu pour ajuster la tension du rouleau d'enroulement et contrôler la fluidité du processus d'enroulement. Pour les bobines d'acier dépassant une épaisseur de 1,5 mm, le risque de recul soudain lors du déroulement est minimisé par un bras de presse assurant la bobine d'acier. De plus, des feuilles de protection de l'acier sont installées pour éviter le glissement de la bobine pendant la phase de déroulement. Cette conception attentive assure non seulement une haute efficacité coût-avantage mais aussi améliore la sécurité .

Dans ce scénario, un débobineur manuel sans source d'alimentation propre est utilisé. Pour des besoins de production plus importants en termes de vitesse, nous proposons un optionnel débobineur hydraulique alimenté par une station hydraulique.
Guidage des

Les rouleaux de guidage jouent un rôle crucial dans le maintien de l'alignement entre la bobine d'acier et la machine, empêchant la distorsion du faisceau en boîte. Ils contribuent également au processus de formage en empêchant la déformation de rebond de la bobine d'acier. La rectitude du faisceau en boîte impacte significativement la qualité du produit et les performances portantes de l'ensemble de l'étagère. Les rouleaux guides sont positionnés stratégiquement le long de toute la ligne de formage, assurant un positionnement précis. Mesures de chaque rouleau guide jusqu'au bord sont minutieusement enregistrées dans le manuel, facilitant les ajustements en fonction de ces données même en cas de légères déplacements pendant le transport ou la production.
Nivellement
Après cette étape, la bobine d'acier subit le processus de nivellement. La machine de nivellement élimine efficacement la courbure de la bobine d'acier , améliorant ainsi son aplomb et son parallélisme pour élever la qualité globale du produit final - faisceau en boîte. La machine de nivellement est équipée de 2 rouleaux supérieurs et 3 rouleaux inférieurs.
Pré-découpe hydraulique
Cette ligne de production intègre un dispositif de pré-découpe hydraulique, simplifiant le remplacement des bobines d'acier de différentes largeurs et épaisseurs , tout en réduisant les déchets de bobine .
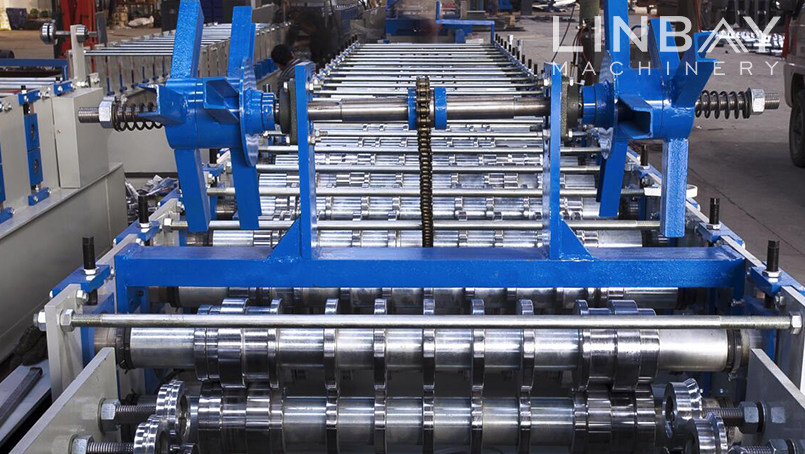
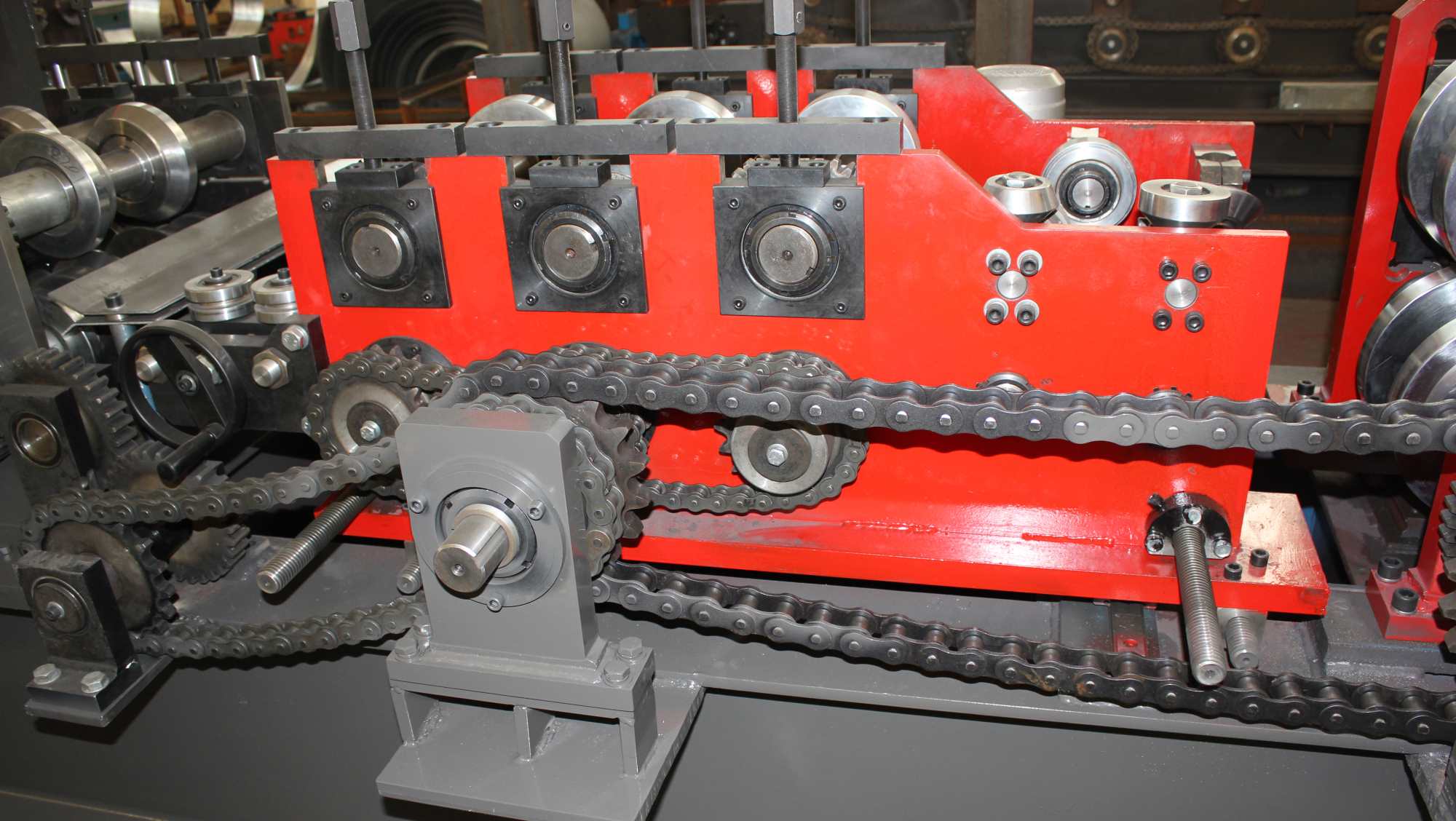
Machine de formage par laminage

La machine de formage par laminage constitue le composant clé de toute la ligne de production. Cette machine utilise structure en fonte fabriquée à partir de pièce entière acier solide et est entraîné par chaîne système . Il a la capacité de produire différentes tailles avec une hauteur uniforme. Les travailleurs entrent les tailles prévues sur l'écran de contrôle PLC, permettant réglage automatique des stations de formage à des positions précises. Les travailleurs expérimentés prennent généralement environ 60 minutes pour terminer l'ensemble du processus de changement de dimensions, y compris le mouvement automatique des stations de formage et le remplacement manuel de la bobine d'acier.

Le Un point sert de point de formage crucial pour les modifications de largeur. Le mouvement des stations de formage à rouleaux sur les rails déplace la position de ce point de formage clé, facilitant la production de poutres en caisson de différentes largeurs.
Gcr15, un acier au carbone et au chrome reconnu pour sa dureté et sa résistance à l'usure, est utilisé pour le matériau des rouleaux de formage. Les rouleaux subissent un placage de chrome pour une durabilité prolongée. Les arbres, en matériau 40Cr, subissent un traitement thermique.
Coupe Hydraulique Volante

Après avoir traversé la machine de formage à rouleaux, la bobine d'acier prend progressivement de la force pour adopter un profil en forme de C, puis étant coupée à la longueur spécifiée par une machine de découpe hydraulique. Et l'erreur de longueur de coupe est maintenue à moins de 1mm . Cette machine de découpe réduit le gaspillage de la bobine d'acier et peut suivre la vitesse de production de la machine de formage à rouleaux, assurant ainsi un fonctionnement ininterrompu.
Plateforme

Le premier profil en C formé est initialement transféré à l'extrémité de la plateforme supérieure puis poussé sur la plateforme inférieure. Le deuxième profil en C subit une poussée contrôlée sur la pente médiane, où un dispositif de retournement le fait pivoter, alignant et empilant soigneusement les deux profils en C verticalement.

Les rouleaux guide assurent l'alignement des deux profils en C, et les poussoirs pneumatiques les poussent dans la machine de couture.
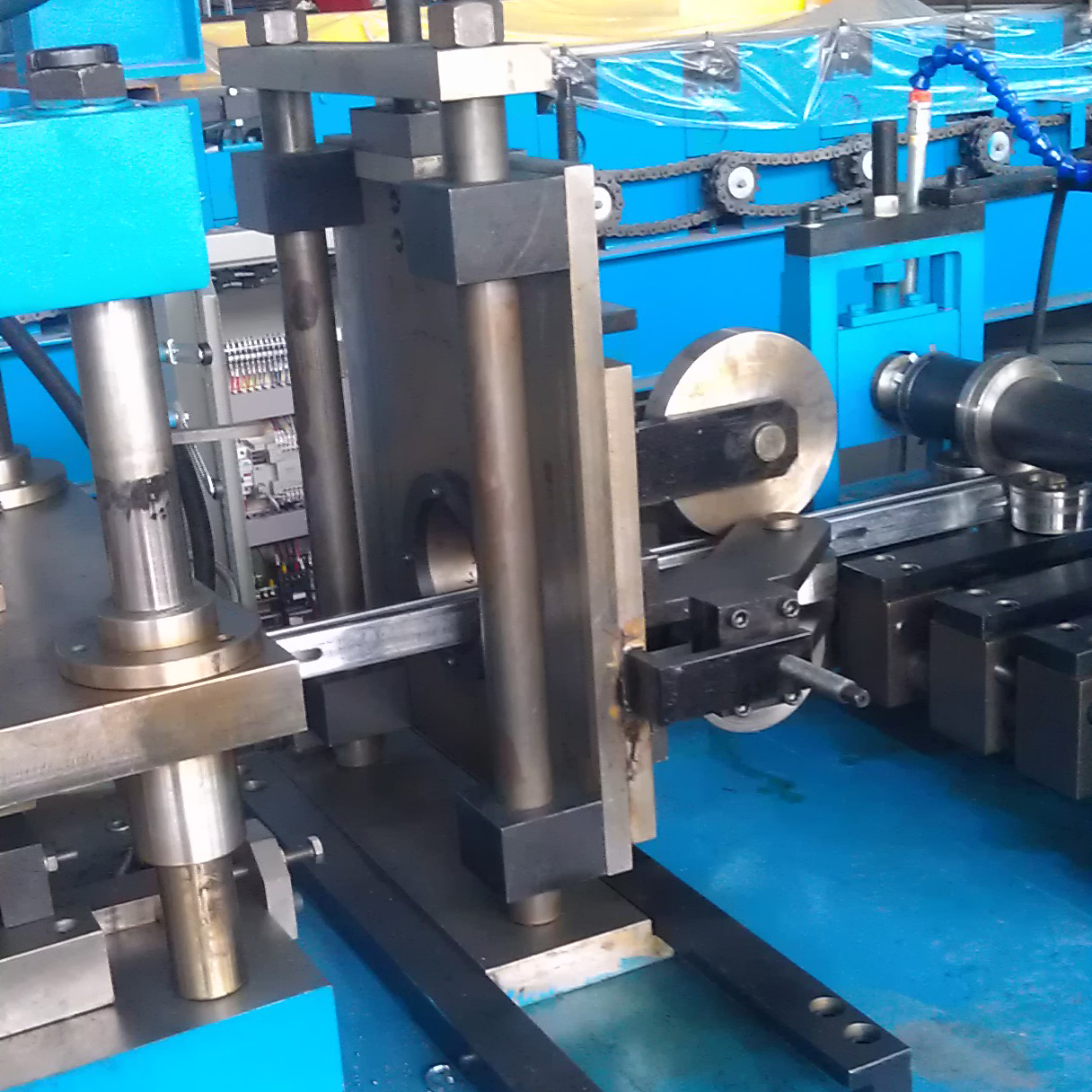
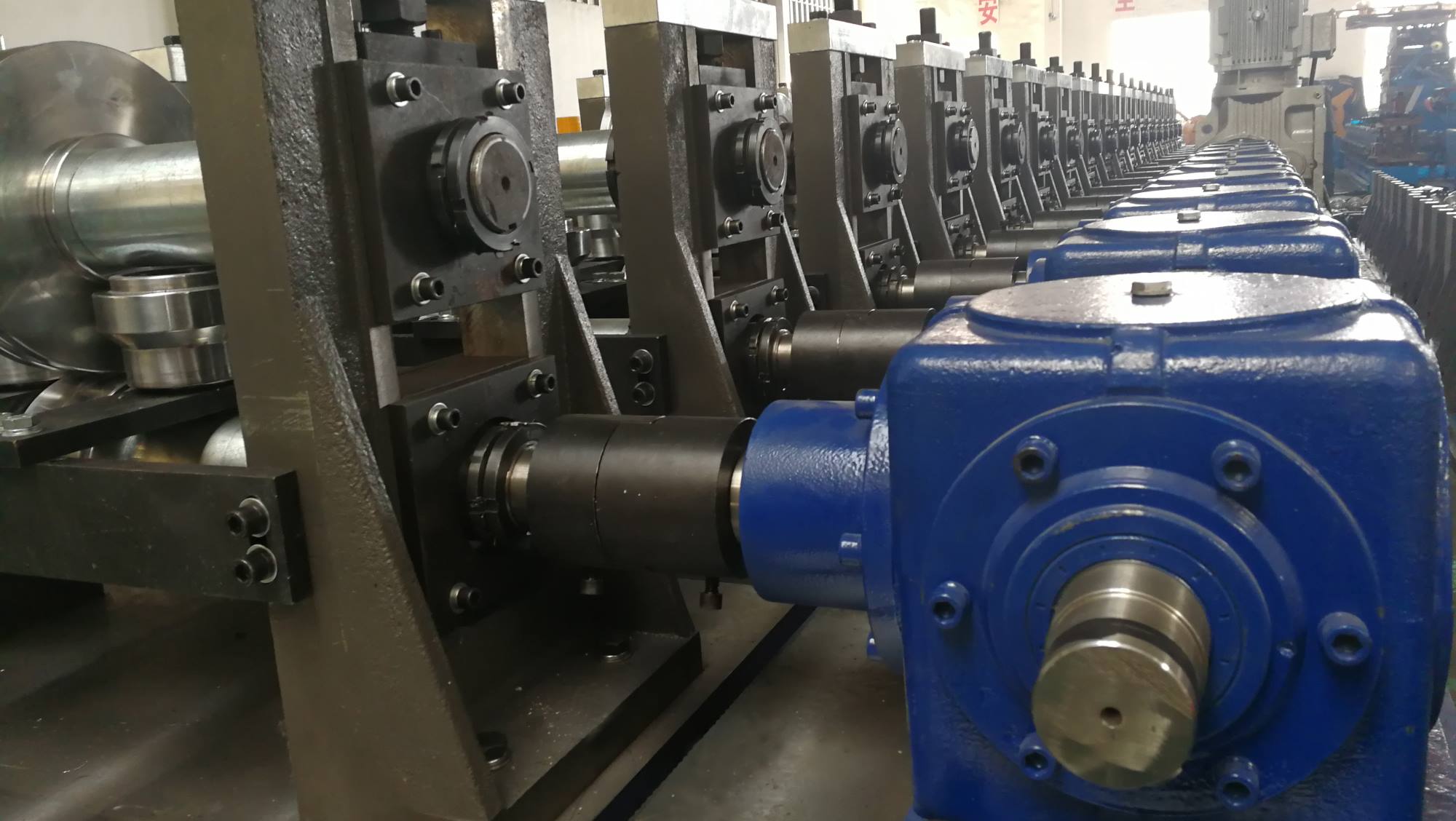
Machine de couture

La machine de couture est conçue avec la même structure que la machine de formage à rouleaux, se caractérisant par une fonte structure et un système de transmission par chaîne système de transmission . Elle peut ajuster automatiquement la position des stations de couture en fonction de la largeur du profilé en caisson. Cette machine réduit le coût d'un soudeur , car, dans les méthodes traditionnelles, un travailleur est embauché pour souder les deux profilés en C en un profilé en caisson après formage à rouleaux. Par la suite, seul du personnel est nécessaire pour manipuler le produit fini.
Codeur & PLC

La machine de formage à rouleaux intègre un codeur japonais Koyo qui traduit les longueurs de bobine sensées en signaux électriques transmis au pupitre de commande PLC. Cette précision garantit que les erreurs de découpe sont maintenues à moins de 1mm , assurant la production de profilés en caisson de haute qualité et minimisant les déchets dus à des découpes incorrectes. Les opérateurs peuvent gérer la vitesse de production, définir les dimensions de production, la longueur de découpe, et plus encore via l'écran PLC. Le pupitre de commande PLC dispose d'une mémoire de stockage pour les paramètres couramment utilisés et des fonctions de protection telles que surcharge, court-circuit et perte de phase. La langue affichée sur l'écran PLC est personnalisable pour répondre aux exigences des clients.
Station hydraulique

Notre station hydraulique, équipée de ventilateurs électriques de refroidissement, dissipe efficacement la chaleur, garantissant une opération prolongée et fiable avec un taux de défaillance faible.
Garantie
À l'expédition, la plaque signalétique indique clairement la date de livraison, fournissant une garantie de deux ans pour toute la ligne de production et une garantie impressionnante de cinq ans pour les rouleaux et les arbres.
Poutre en caisson formée en un seul rouleau VS Poutre en caisson en double forme de C
- Capacité portante : La poutre formée en un seul rouleau est inférieure à la poutre en double forme de C en termes de capacité portante. En effet, la poutre formée en un seul rouleau n'a que deux couches de recouvrement sur la largeur supérieure, tandis que la poutre en double forme de C a deux couches de recouvrement sur les largeurs supérieure et inférieure.
- Vitesse de production : La poutre formée en un seul rouleau fonctionne à une vitesse de 5-6m/min, tandis que la poutre en double forme de C fonctionne à 0-4m/min.
- Utilisation de matière première : Pour les mêmes dimensions, la poutre en double forme de C nécessite plus de matériau que la poutre formée en un seul rouleau, équivalent au matériau supplémentaire dans la zone de largeur inférieure multipliée par la longueur.
- Machine de découpe : La poutre formée en un seul rouleau utilise la découpe à la scie, adaptée pour la découpe de poutres de diverses tailles. La poutre en double forme de C utilise la découpe hydraulique en diagonale, nécessitant une lame spécifique pour chaque taille.
- Disposition de la ligne de production : Pour référence uniquement. La longueur de la ligne de production de poutre enroulée unique est de 26050mm, tandis que la ligne de production de poutre en C double est de 33367mm. La ligne de production de poutre enroulée unique a des processus plus simples : déroulage, formage, découpage et décharge. La ligne de production de poutre en C double implique des étapes supplémentaires : déroulage, formage, découpage, plateforme de transport, verrouillage et décharge. Cependant, les deux lignes nécessitent seulement un travailleur pour la surveillance, la principale différence étant la disparité significative en longueur.
- Prix : Pour la même solution de mouvement transversal automatique multi-taille, le coût de production de la ligne de poutres en double forme de C est légèrement inférieur à celui de la ligne de poutres formées en un seul rouleau.

|
Machine de formage de poutres en caisson pour rack à palette |
||
|
Matériau traitable : |
A) Bobine galvanisée |
Épaisseur(MM):1.5-2.0 |
|
B) PPGI |
||
|
C) Acier laminé à froid |
||
|
D) Acier inoxydable |
||
|
E) Aluminium |
||
|
F) Acier au carbone |
||
|
Limite d'élasticité : |
250 - 350 Mpa |
|
|
Contrainte de traction : |
350 Mpa-500 Mpa |
|
|
Vitesse nominale de formage (M/MIN) |
10-20 |
* Ou selon vos exigences |
|
Poste de formage : |
18-20 |
* Selon vos dessins de profil |
|
Dérouleur : |
Dérouleur manuel |
* Dérouleur hydraulique (Optionnel) |
|
Marque du moteur principal : |
Marque Chine-Allemagne |
* Siemens (Optionnel) |
|
Système de propulsion : |
Transmission par chaîne |
* Transmission par boîte de vitesses (Optionnel) |
|
Structure de la machine : |
Supports Torri |
* Supports en fonte (Optionnel) |
|
Matériau des rouleaux : |
GCr 15 |
* SKD-11 (Optionnel) |
|
Système de découpe : |
Découpe hydraulique |
* Découpe en vol (optionnel) |
|
Marque de variateur de fréquence : |
Yaskawa |
* Siemens (optionnel) |
|
Marque de PLC : |
Siemens |
|
|
Alimentation électrique : |
380V 50Hz |
* Ou selon vos exigences |
|
Couleur de la machine : |
Bleu industriel |
* Ou selon vos exigences |
1.Q: Quels types d'expérience avez-vous dans la production de machine de formage de rack à palette ?
A: Nous avons exporté ligne de production de rack à palette vers le Pakistan, le Mexique, le Pérou, l'Égypte, l'Australie et le Royaume-Uni, etc. En système de rack à palette d'entrepôt , nous sommes en mesure de fabriquer Machine de formage à rouleaux de poutre verticale , Machine de formage à rouleaux de poutre de boîte , Machine de formage à rouleaux de poutre d'échelle et Machine de formage à rouleaux de panneau de rayonnage etc. Nous sommes confiants pour résoudre votre problème de rayonnage.
2.Q: Combien de tailles cette machine peut-elle produire?
A: Nous adoptons une structure en fonte ou en console avec un système de changement automatique de largeur et de hauteur. Une machine peut produire plusieurs profils, nous vérifierions vos dessins de profil pour répondre à vos besoins. Nous nous engageons à fournir des solutions rentables.
3.Q: Quel est le délai de livraison de Machine de formage à rouleaux de poutre de boîte ?
A: 80 à 100 jours en fonction de votre dessin.
4.Q: Quelle est la vitesse de votre machine?
A: La vitesse de travail de la machine dépend du dessin, en particulier du dessin de poinçonnage. Normalement, la vitesse de formage est d'environ 20 m/min. De plus, compte tenu des trous de poinçonnage complexes, nous vous recommandons d'utiliser une ligne de poinçonnage séparée pour augmenter la vitesse de production, ce qui est plus rentable.
5.Q: Comment contrôlez-vous la précision et la qualité de votre machine
A: Notre secret pour produire une telle précision est que notre usine dispose de sa propre ligne de production, du poinçonnage des matrices au formage des rouleaux, chaque pièce mécanique est réalisée indépendamment par notre usine elle-même. Nous contrôlons strictement la précision à chaque étape, de la conception, du traitement, de l'assemblage à la maîtrise de la qualité, nous refusons de prendre de raccourcis.
6.Q: Quel est votre système de service après-vente?
A: Nous ne hésitons pas à vous offrir une garantie de deux ans pour l'ensemble des lignes, cinq ans pour le moteur : Si des problèmes de qualité causés par des facteurs non humains surviennent, nous nous en occuperons immédiatement pour vous et nous serons prêts à vous aider 7X24H. Un achat, une assistance à vie pour vous.





-
Autres
-
collecteur de ferraille
-
collage
-
changement de moule

-
tête guide
-
-
Table de sortie
-
Non motorisé

-
empileur automatique

-
-
Découpe
-
Découpe à la scie

-
cisaille volante

-
-
Conduite
-
entraînement par chaîne
-
entraînement par boîte de vitesses
-
entraînement par boîte de vitesses avec accouplement

-
-
Supports
-
supports de panneaux muraux

-
supports torri

-
supports en fer forgé

-
panneau mural pour CPE

-
-
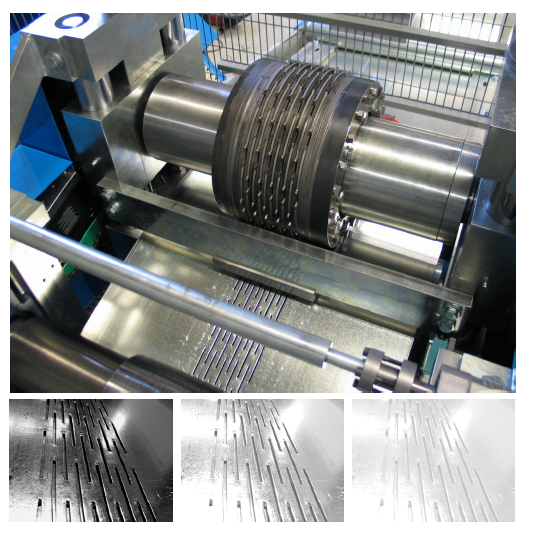
Poinçonnage
-
poste de poinçonnage hydraulique

-
presse de poinçonnage

-
poinçonnage par rouleau
-
-
Alimentation
-
nivellement

-
alimentation servo

-
-
Débobineur
-
débobineur manuel

-
débobineur hydraulique

-
débobineur à double tête

-























Produits connexes












