










Machine de formage de rouleaux de poutre en W de garde-corps autoroutier prédécoupée



Une section standard en forme de W mesure 4 mètres de long et est pré-percée aux deux extrémités pour faciliter l'installation. Adaptée aux exigences des clients en termes de vitesse de production et d'espace au sol, nous proposons des solutions de poinçonnage personnalisables intégrées de manière transparente dans la ligne de production de la machine de formage principal.
Schéma de flux : Dérouleur hydraulique - Nivellement - Alimentation servo - Poinçonneuse hydraulique - Pré-coupe - Plateforme - Guidage - Machine de formage - Table de sortie

- Vitesse de la ligne : 0-12m/min, réglable
- Matériau approprié : Acier laminé à chaud, acier laminé à froid
- Épaisseur du matériau : 2-4mm
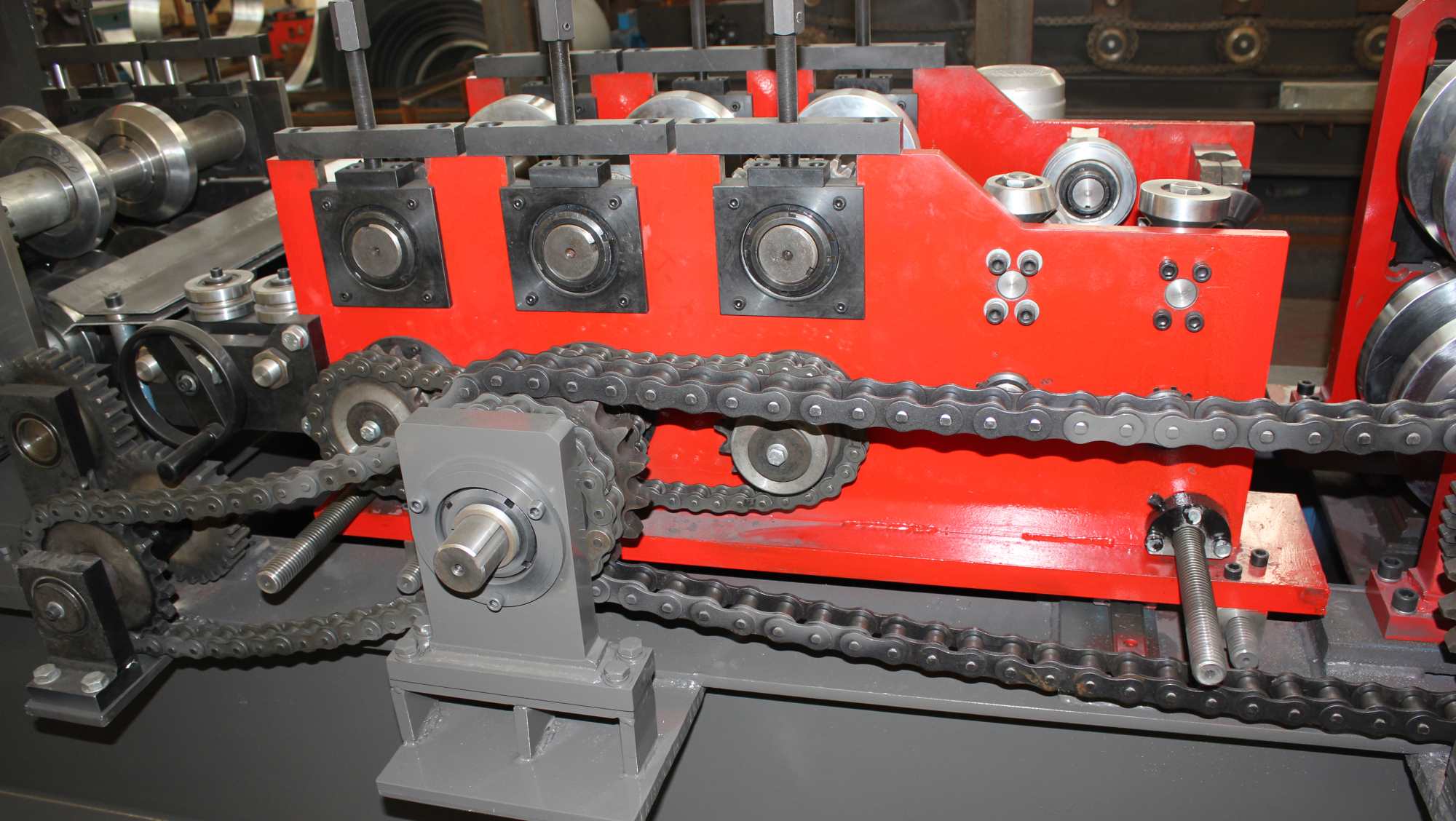
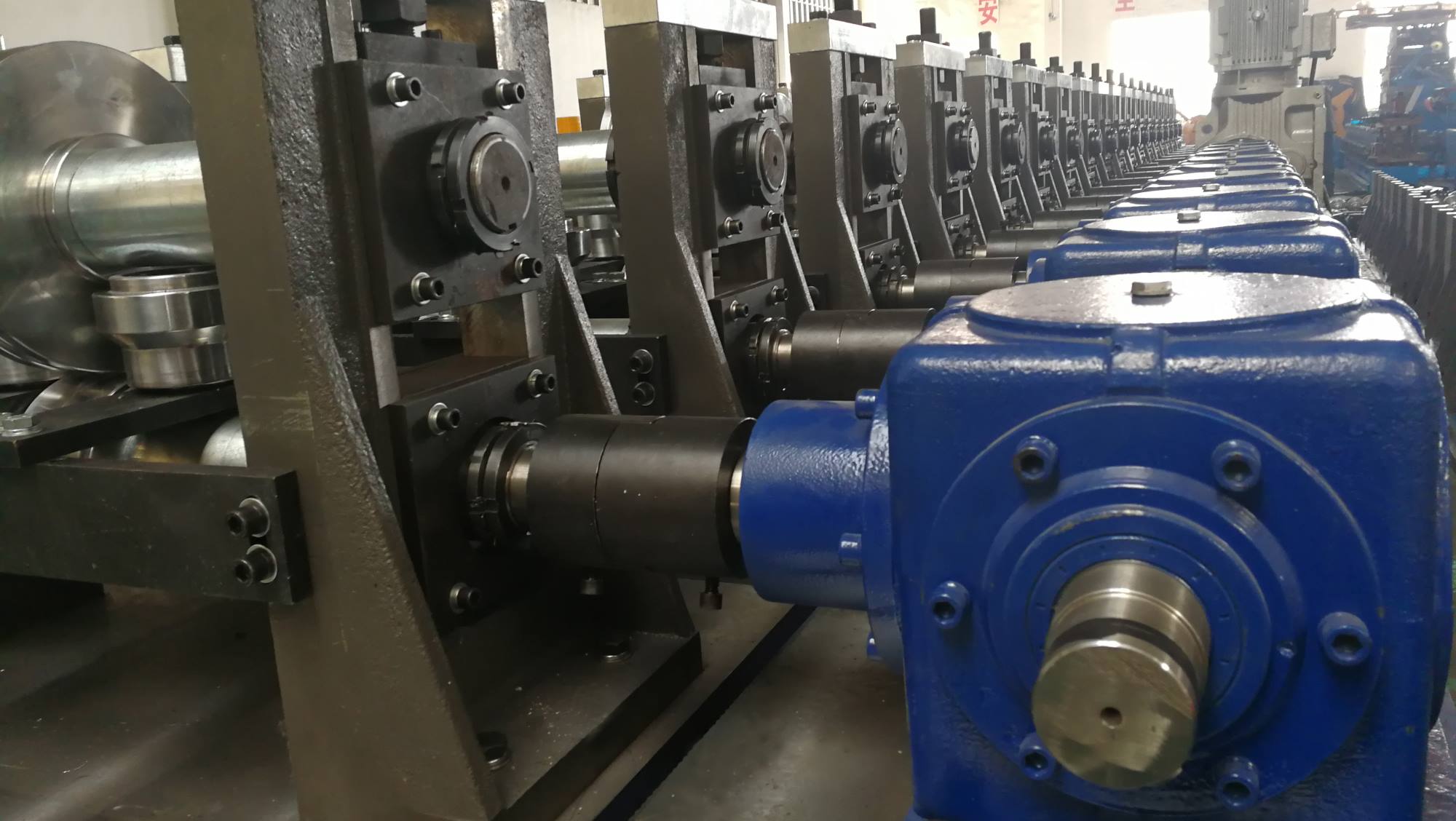
- Machine de formage : Structure en fonte et joint universel
- Système de propulsion : Système de propulsion par boîte de vitesses avec arbre cardan joint universel.
- Système de découpe : Découpe avant formage, la machine de formage ne s'arrête pas lors de la découpe
- Armoire PLC : Système Siemens
- Dérouleur*1
- Nivellement*1
- Alimentation servo*1
- Machine de poinçonnage hydraulique*1
- Machine de découpe hydraulique*1
- Plateforme*1
- Machine de formage*1
- Table extérieure*2
- Armoire de commande PLC*2
- Station hydraulique*2
- Boîte de pièces de rechange (Gratuit)*1
Taille du conteneur: 2x40GP
Hydraulique d décoïlleur

Le décoïlleur hydraulique possède deux fonctionnalités de sécurité : le bras de presse et le reteneur de bobine extérieur. Lors du remplacement de la bobine, le bras de presse sécurise fermement la bobine, empêchant la bobine d'acier de s'ouvrir sous la tension interne. Pendant ce temps, le reteneur de bobine extérieur assure que la bobine reste en place lors du décoïlage.
Le dispositif d'expansion du noyau du décoïlleur est adaptable, pouvant se contracter ou s'étendre pour s'adapter aux diamètres intérieurs de la bobine allant de 460 à 520 mm.
Nivellement

Le nivellement est important pour aplatir la bobine et maintenir une épaisseur constante. L'utilisation d'un nivellement séparé garantit les meilleures performances.
Nous proposons également le décoïlleur et le nivellement combinés (décoïlleur 2 en 1) pour économiser de l'espace et des coûts si vous êtes intéressé. Cela facilite l'alignement, l'alimentation, l'installation et le débogage.
Alimentation servo

Doté d'un moteur servo, l'alimentation a presque aucun retard au démarrage et à l'arrêt, contrôlant précisément la longueur d'alimentation de la bobine pour un perçage précis. À l'intérieur, l'alimentation pneumatique protège la surface de la bobine contre l'abrasion.
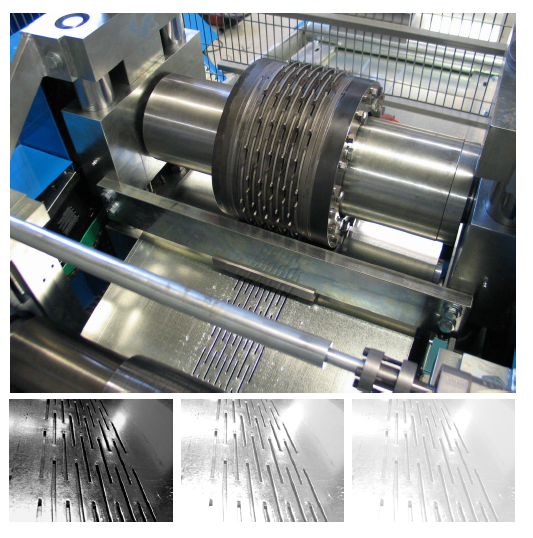
Poinçonneuse hydraulique et machine de découpe hydraulique préliminaire

Pour améliorer l'efficacité et la rentabilité, la partie poinçonnage est assurée par deux stations hydrauliques (deux moules).
La première station majeure peut poinçonner 16 trous à chaque fois. Les trous à poinçonner à la deuxième station apparaissent une seule fois sur chaque poutre, ce qui fait de la station plus petite une meilleure solution.
La pré-découpe avant le formage à rouleaux assure le fonctionnement ininterrompu de la machine de formage à rouleaux, augmentant la vitesse de production. De plus, cette solution minimise le gaspillage de la bobine d'acier.
Guidant
Les rouleaux guide positionnés avant la machine de formage par rouleaux assurent l'alignement de la bobine d'acier et de la machine, empêchant la distorsion de la bobine pendant le formage.
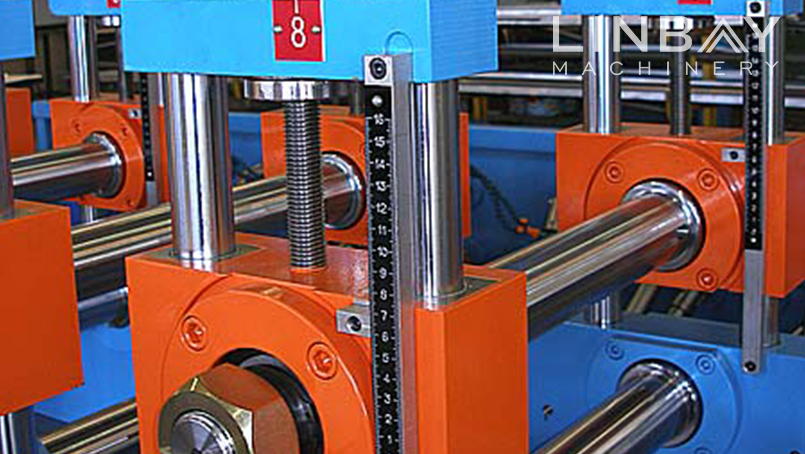
Formage par rouleaux machine de formage

Cette machine de formage par rouleaux utilise une structure en fonte, avec des arbres universels reliant les rouleaux de formage et les boîtes de vitesses. La bobine d'acier subit une déformation à travers un total de 12 stations de formage jusqu'à ce qu'elle corresponde à la forme de poutre en W spécifiée dans les dessins du client.
La surface des rouleaux de formage est chromée pour protéger sa surface et prolonger la durée de vie des rouleaux.
Optionnel : Empileur automatique

À la fin de la ligne de production, l'utilisation d'un empileur automatique peut réduire les coûts de main-d'œuvre manuelle d'environ deux travailleurs. De plus, en raison du poids d'une poutre en W de 4m de long, la manipulation manuelle présente des risques pour la sécurité.
L'empileur automatique est une option courante et efficace dans les lignes de production de formage par rouleaux pour améliorer à la fois l'efficacité et la sécurité, au prix selon la longueur. Différents profils nécessitent différentes méthodes de stockage. Dans cette ligne de production, un empileur automatique de 4m de long est équipé de trois ventouses adaptées aux profils en W. Les ventouses saisissent solidement la poutre en W et la déposent doucement sur le convoyeur pour un empilage ordonné, facilitant ainsi le transport.

Vitesse de production : Typiquement, les poutres de garde-corps mesurent 4m de long. La pré-découpe atteint une vitesse de 12m/min, produisant 180 poutres par heure. La post-découpe fonctionne à 6m/min, produisant 90 poutres par heure.
Déchets de découpe : Pendant la découpe, la solution de pré-découpe génère zéro déchet ou perte. En revanche, la solution de post-découpe génère des déchets de 18-20mm par coupe, selon les spécifications de conception.
Disposition de la ligne l ongueur : Dans la solution de pré-découpe, une plateforme de transfert est requise après la découpe, ce qui peut entraîner une légère augmentation de la longueur de la disposition de la ligne de production par rapport à la solution de post-découpe.
Longueur minimale : Généralement, dans la solution de pré-découpe, il y a une exigence pour la longueur minimale qui peut être coupée, assurant qu'il y a une bobine d'acier dans au moins trois ensembles de rouleaux de formage. Cela assure une friction suffisante entre les rouleaux et la bobine d'acier pour la faire avancer. Cependant, dans la solution de post-découpe, il n'y a pas de restriction sur la longueur minimale de découpe puisque la machine de formage par rouleaux est remplie de bobine d'acier.
Cependant, la longueur du profilé W est généralement d'environ 4m, dépassant ainsi la longueur minimale requise. Par conséquent, il n'y a pas lieu de s'inquiéter de la décision de solutions pré-découpées ou post-découpées si cette machine de formage à froid est destinée au profilé W.
Conseil bienveillant : Nous recommandons à nos clients de choisir une ligne de production adaptée en fonction de leurs besoins de quantité de production. Si vous êtes fournisseurs de profilés de garde-corps, la solution pré-découpée est adaptée pour vous. Bien que le coût de la solution pré-découpée soit légèrement plus élevé que celui de la solution post-découpée, ses avantages en termes de production peuvent rapidement compenser ce désavantage de prix.
Si vous êtes en train d'acheter pour un projet de construction routière, la solution post-découpée est plus adaptée pour vous. Elle occupe moins d'espace et coûte légèrement moins cher.
|
Machine de formage à froid pour garde-corps autoroutiers à deux ondes/trois ondes |
|||
|
Non. |
Article |
Spécification |
Optionnel |
|
1 |
Matériau approprié |
Type: Bobine galvanisée, PPGI, Bobine en acier au carbone |
|
|
|
|
Épaisseur(mm): 4-5 |
|
|
|
|
Résistance à la traction: 250 - 550MPa |
|
|
|
|
Contrainte de traction(Mpa): G350Mpa-G550Mpa |
|
|
2 |
Vitesse nominale de formage(m/min) |
15 |
Ou selon vos exigences |
|
3 |
Poste de formation |
12-15 |
Selon votre profil |
|
4 |
Dérouleur |
Dérouleur hydraulique |
|
|
5 |
Moteur de la machine principale |
Marque sino-allemande |
Siemens |
|
6 |
Marque de PLC |
Panasonic |
Siemens |
|
7 |
Marque d'onduleur |
Yaskawa |
|
|
8 |
Système de propulsion |
Entraînement par réducteur |
Entraînement par chaîne |
|
9 |
Matériau des rouleaux |
Cr12 |
GCr15 ou acier #45 |
|
10 |
Structure de la station |
Station en fonte forgée |
Station de panneau mural
Ou structure de stand torri
|
|
11 |
Système de poinçonnage |
Non |
Station de poinçonnage hydraulique ou Presse de poinçonnage |
|
12 |
Système de découpe |
Post-découpe |
Pré-découpe |
|
13 |
Exigence d'alimentation électrique |
380V 60Hz |
Ou selon vos exigences |
|
14 |
Couleur de la machine |
Bleu industriel |
Ou selon vos exigences |
1. Q : Quels types d'expérience avez-vous dans la production de la machine de formage de garde-corps autoroutiers ?
A : Nous avons l'expérience d'exporter nos formeuses de garde-corps autoroutiers en Russie, Arabie Saoudite, Turquie, Indonésie, Inde, etc. Nous avons produit la norme AASHTO M180 - Garde-corps américain (plus utile et populaire), la norme RAL RG620 - Garde-corps allemand, la norme BS EN-1317 - Garde-corps européen, la norme AS/NZS 3845:1999 - Garde-corps australien, la norme EN 1461:2009 - Garde-corps turc.
2. Q : Puis-je produire des garde-corps en W et en triple poutre sur une seule machine ?
A : Un opérateur ajoute ou retire 5 stations de rouleaux selon notre dessin. Cela ne prendrait pas plus de 30 minutes.
3. Q : Comment passer de la production de garde-corps en W à celui en triple poutre ? Et combien de temps cela prend-il ?
A : Selon le dessin fourni pour remplacer les rouleaux de formage des cinq dernières stations de formage, le processus de changement ne prend que 30 minutes et uniquement par un opérateur.
4. Q : Quel est le délai de livraison de la machine de formage de garde-corps autoroutiers ?
A : 80 à 100 jours en fonction de votre dessin.
5. Q : Quelle est la vitesse de votre machine ?
A : La vitesse de travail de la machine dépend du dessin spécialement du dessin de poinçonnage. Normalement, la vitesse de la ligne est d'environ 8 m/min.
6. Q: Comment pourriez-vous contrôler la précision et la qualité de votre machine ?
A: Notre secret pour produire une telle précision est que notre usine a sa propre ligne de production, de la fabrication des matrices à la formation des rouleaux, chaque pièce mécanique est réalisée indépendamment par notre usine elle-même. Nous contrôlons strictement la précision à chaque étape, de la conception, du traitement, de l'assemblage à la maîtrise de la qualité, nous refusons de prendre de raccourcis.
7. Q: Quel est votre système de service après-vente ?
A: Nous ne hésitons pas à vous offrir une période de garantie de 2 ans pour les lignes complètes, 5 ans pour le moteur : S'il y a des problèmes de qualité causés par des facteurs non humains, nous nous en occuperons immédiatement pour vous et nous serons prêts à votre disposition 7X24H. Un achat, un soin à vie pour vous.








Profil de garde-corps turc :
Répondre à la norme EN 1461:2009


-
Table extérieure
-
Non-alimenté

-
Empileur automatique

-
-
Découpe
-
cisaille volante

-
Découpe à la scie

-
-
Conduite
-
entraînement par chaîne
-
entraînement par réducteur
-
entraînement par réducteur avec accouplement

-
-
Échafaudages
-
panneau mural

-
torri stands

-
fer forgé

-
règle
-
-
Poinçonnage
-
presse à poinçonner

-
poste de poinçonnage hydraulique

-
poinçon à rouleaux
-
-
Alimentation
-
Nivellement

-
alimentateur servo

-
-
dérouleur
-
dérouleur manuel

-
dérouleur hydraulique

-
dérouleur à double tête

-



















Produits connexes





