




.jpeg)
.jpeg?x-oss-process=image/resize,w_100/quality,q_100)
.jpeg?x-oss-process=image/resize,w_100/quality,q_100)
.jpeg?x-oss-process=image/resize,w_100/quality,q_100)

Machine de formage de rouleau de tube octogonal de type cassette


Profil



Le tube octogonal est un accessoire très important dans le système de volet roulant. Pendant le processus de formation, les bobines d'acier seront connectées et superposées d'un côté par une machine de formage par roulement, de sorte que le profil devient une forme octogonale régulière fermée.
Habituellement, les tubes octogonaux sont produits à partir de galvanisé en acier . Sur le marché, les suivants trois tailles ont gagné en notoriété:
| Épaisseur | Diamètre | Largeur d'alimentation |
| 0.5-0.6mm | 40mm | 143mm |
| 0.6-0.8mm | 60mm | 210mm |
| 1-1.2mm | 70mm | 248mm |
En plus des trois tailles, nous pouvons également produire d'autres tailles. Avant de concevoir la ligne de formage par roulement, nous communiquerons avec les clients sur la taille et les matériaux pour garantir des devis plus précis.
Diagramme de flux :
Dérouleur-Alimentateur servo-Presse à poinçonner-Machine de formage à rouleaux-Scie volante-Table de sortie

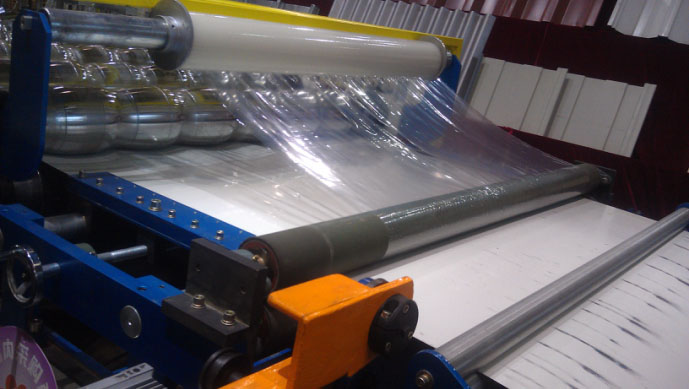
D ecoiler
Le dérouleur hydraulique est alimenté par la station hydraulique, de sorte que la bobine d'acier est déroulée et entre progressivement dans les machines. Il peut économiser main-d'œuvre coût . La largeur de la bobine d'acier varie avec la taille du tube octogonal, donc la bobine d'acier correspondante doit être remplacée lors du changement de taille. Selon le budget et la demande du client, nous pouvons également fournir dérouleur manuel .
Alimentateur servo
L'alimentateur servo est alimenté par un moteur servo, par rapport au moteur régulier, il peut faire en sorte que l'alimentateur ait presque aucun temps de démarrage et d'arrêt , ce qui peut rendre le processus de production plus efficace et fluide.

Il y a un encodeur dans l'alimentateur servo, qui peut convertir la longueur de la bobine d'acier en un signal électrique, de sorte que l'alimentateur peut plus précisément contrôler la distance que la bobine d'acier avance, et finalement réaliser un poinçonnage précis. En même temps, il y a un tuyau connecté au compresseur d'air pour conduire pneumatiquement la bobine d'acier, ce qui peut être plus efficace et précis, et l'opération et la maintenance sont relativement simples.
Ensuite, la bobine d'acier est envoyée à l'emboutisseuse pour percer des trous.
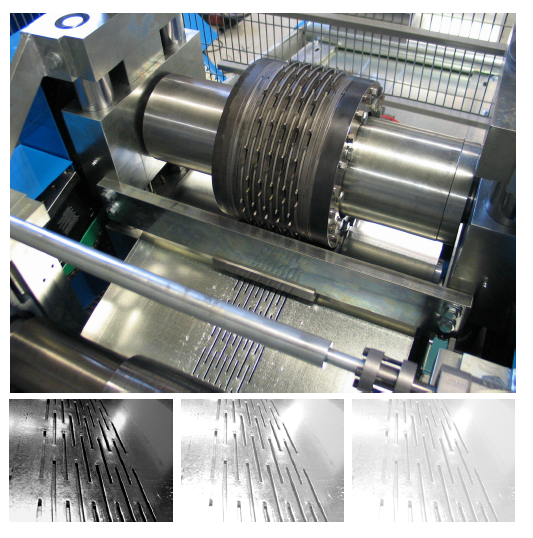
Emboutisseuse
La force de poinçonnage de cette emboutisseuse est de 25 tonnes, et elle peut travailler rapidement, en continu et régulièrement. Il y a un pupitre de commande PLC qui peut contrôler le travail de l'emboutisseuse, avec des versions multilingues, simple et facile à utiliser.
Matrice de poinçonnage
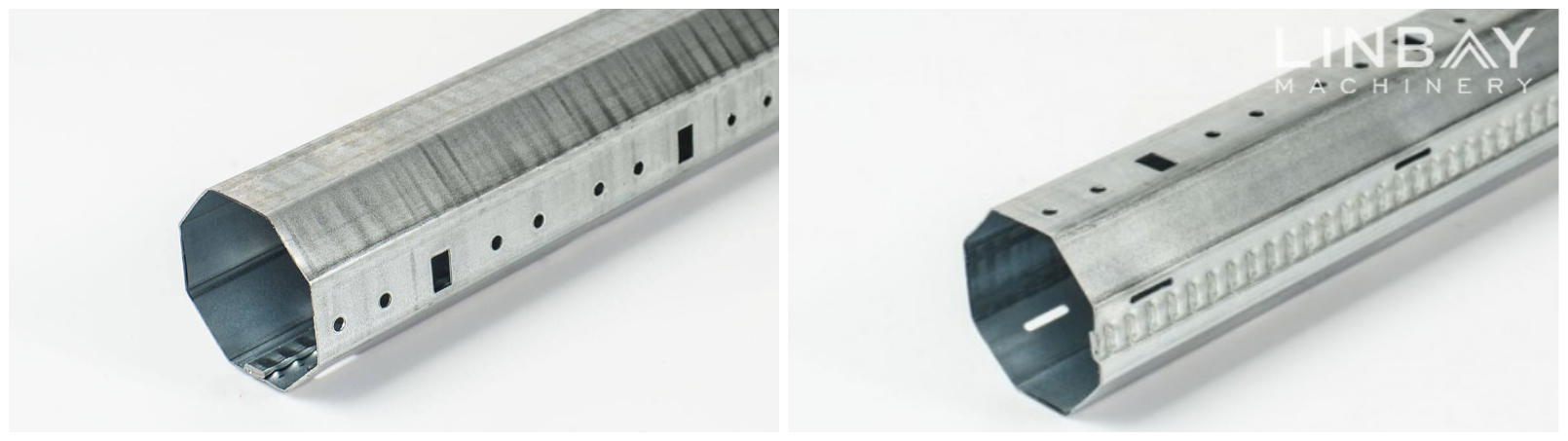
Sauf pour le côté avec l'interface, les sept autres côtés peuvent être percés. Le position de poinçonnage, trou type et taille peuvent être personnalisés selon les besoins du client.
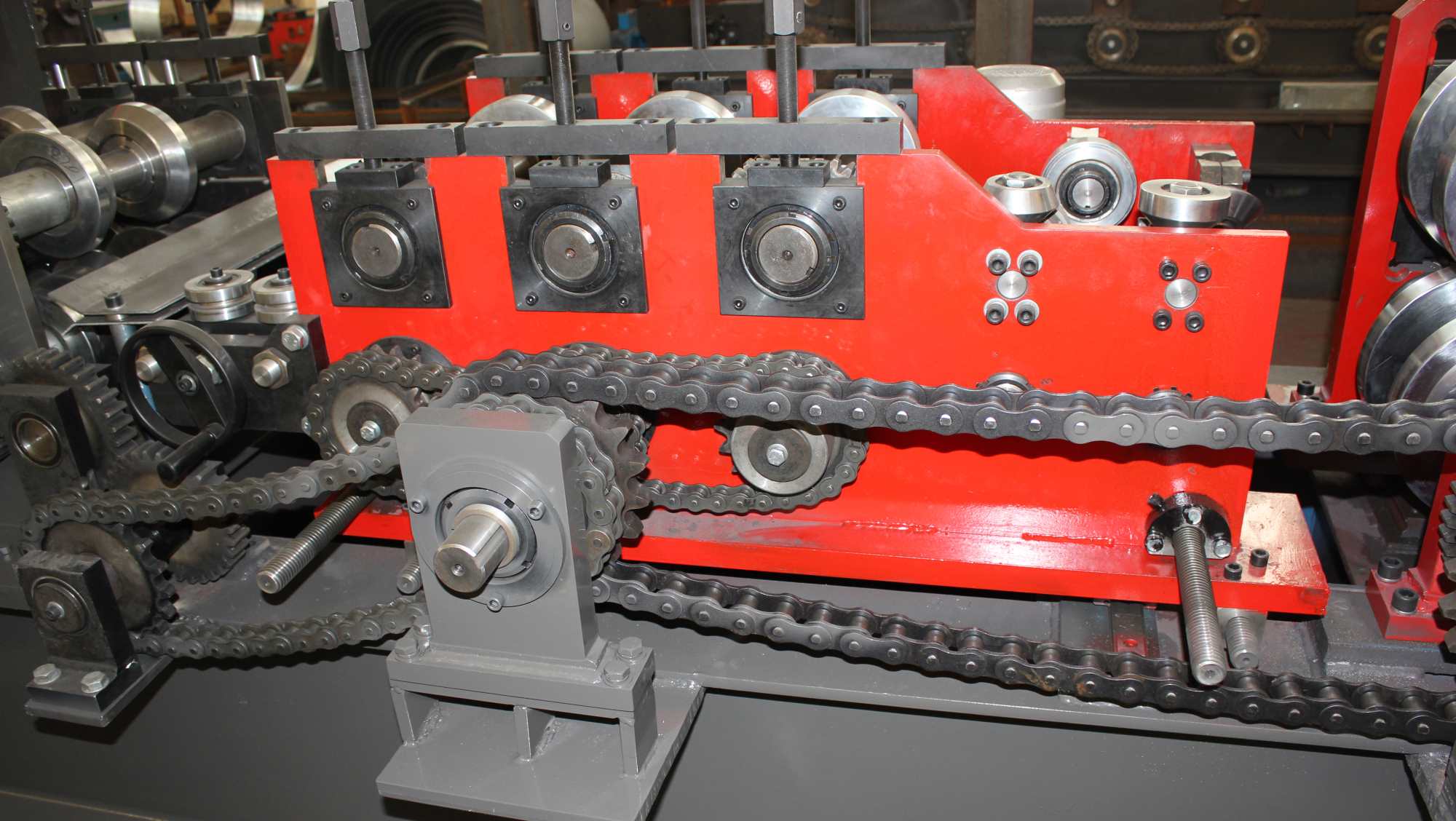
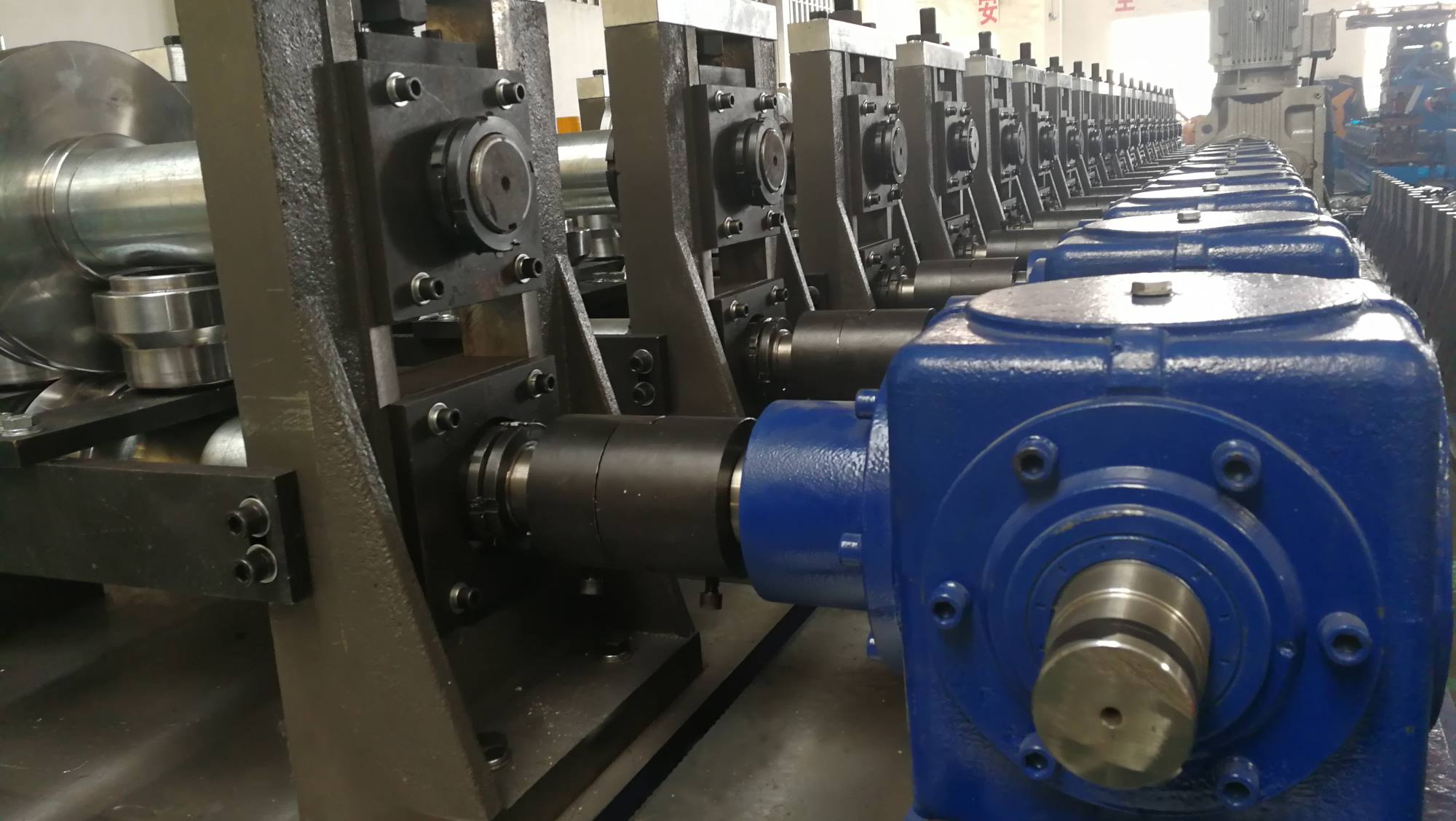
Machine de formage euse
Normalement, nous recommandons à nos clients qu'une machine de formage produise une taille de tube octogonal, mais nous avons innové une machine de formage de tube octogonal à cassette qui permet une production multi-tailles en changeant la station de formage s en utilisant la même rouleau form euse base .

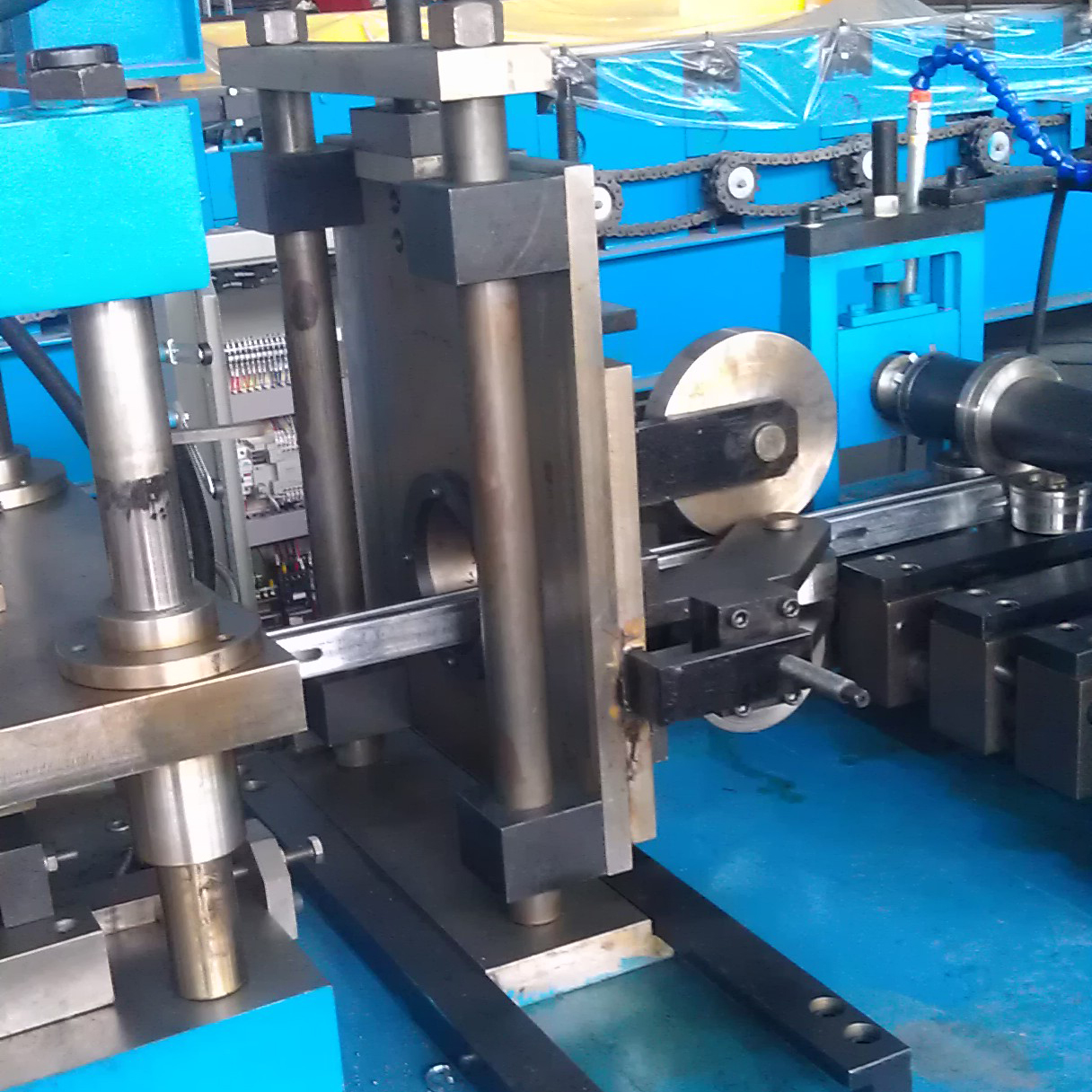
Scie coupante
Le tube octogonal finit par arriver à la machine de découpe. Parce que le tube octogonal est une forme fermée , afin d'éviter la déformation de la découpe due à l'utilisation de coupe-hydraulique, nous utilisons une scie coupeuse. De plus, cette scie volante ne s'arrête pas d'attendre que le tube octogonal soit livré après la découpe, mais fonctionne en continu, ce qui améliore considérablement l'automatisation et l'efficacité de toute la ligne.

Enfin, les tubes octogonaux coupés arrivent à la table de sortie. Il y a un encodeur dans la machine de formage pour enregistrer la longueur de travail de la bobine d'acier, ce qui permet à la machine de contrôler précisément l'erreur de longueur de coupe dans la plage de ±0,5mm. Et grâce au pupitre de commande PLC, il suffit de saisir la longueur de coupe souhaitée sur l'écran pour couper avec précision.
Spécification technique
|
Machine de formage de poutrelles et rails en acier |
|||
|
N° |
Article |
Spécification |
Optionnel |
|
1 |
Matériau approprié |
Type : Bobine galvanisée, PPGI, Bobine en acier au carbone |
|
|
Épaisseur (mm) : 1,5-2,5 |
|||
|
Limite d'élasticité : 250 - 550MPa |
|||
|
Contrainte de traction (Mpa) : G350Mpa-G550Mpa |
|||
|
2 |
Vitesse nominale de formage (m/min) |
10-20 |
Ou selon votre exigence |
|
3 |
Poste de formation |
17 |
Selon votre profil |
|
4 |
Débobineur |
Débobineur manuel |
Débobineur hydraulique ou débobineur à double tête |
|
5 |
Moteur de la machine principale |
Marque sino-allemande |
Siemens |
|
6 |
Marque de PLC |
Panasonic |
Siemens |
|
7 |
Marque d'onduleur |
Yaskawa |
|
|
8 |
Système de conduite |
Entraînement de boîte de vitesses |
Entraînement par chaîne |
|
9 |
Matériau des rouleaux |
Acier #45 |
GCr15 |
|
10 |
Structure de la station |
Structure de la structure de la station Torri |
Station en fer forgé
|
|
11 |
Système de poinçonnage |
Non |
Station de poinçonnage hydraulique ou Presse de poinçonnage |
|
12 |
Système de découpe |
Post-découpe |
Pré-découpe |
|
13 |
Exigence d'alimentation électrique |
380V 60Hz |
Ou selon votre exigence |
|
14 |
Couleur de la machine |
Bleu industriel |
Ou selon votre exigence |
Plus de photos




-
Autres
-
collecteur de ferraille

-
collage
-
changement de moule

-
tête guide
-
Système de refroidissement

-
-
Table de sortie
-
non motorisé

-
empileur automatique

-
-
Découpe
-
découpe à la scie

-
cisaille volante

-
-
Conduite
-
entraînement par chaîne
-
entraînement par boîte de vitesses
-
entraînement par boîte de vitesses avec accouplement

-
-
Supports
-
supports de panneaux muraux

-
supports torri

-
supports en fer forgé

-
panneau mural pour Cpurlin

-
-
Poinçonnage
-
station de poinçonnage hydraulique

-
presse de poinçonnage

-
poinçonnage à rouleaux
-
-
Alimentation
-
nivellement

-
alimentation servo

-
-
Débobineur
-
débobineur manuel

-
débobineur hydraulique

-
débobineur à double tête

-
























Produits connexes








